



1. Leading energy-saving technology, reducing energy consumption
The fire pump adopts advanced frequency conversion speed control technology, which can automatically adjust the operating speed according to the real-time fire demand, effectively reducing power consumption. Meanwhile, through optimizing the internal hydraulic channel design, it reduces energy loss and ensures efficient water supply. In long-term operation, this energy-saving technology can significantly reduce the overall operating costs, realizing a win-win situation of green environmental protection and economic benefits, providing customers with more competitive solutions.
2. Environmentally friendly materials, corrosion resistance and durability
The main parts of the product are made of high-quality stainless steel and corrosion-resistant cast iron, which are treated with special antirust coating to ensure long-term stable operation even under high humidity, high salt or chemical medium environment. Environmentally friendly materials not only comply with international green standards, but also effectively reduce the risk of failure due to aging or corrosion of the material, extending the service life of the equipment and reducing the cost of routine maintenance.
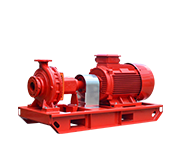
3. High-efficiency hydraulic design ensures strong water supply.
Adopting the world's leading hydraulic calculation technology and optimizing the impeller structure and flow channel design, the equipment has significant advantages in high head and large flow output. Whether in high-rise buildings or large industrial sites, it can quickly provide stable water pressure to ensure that the fire fighting system plays the best fire extinguishing effect in emergencies, greatly enhancing the overall emergency response capability.
4. Intelligent control system to realize remote monitoring
Equipped with advanced PLC intelligent control cabinet, the product supports automatic start-stop, remote adjustment and fault alarm functions. Through real-time monitoring of key parameters such as system pressure, flow rate and temperature, the management personnel can understand the status of the equipment at any time through the mobile terminal or computer platform, realizing precise management and preventive maintenance, and further improving system reliability and safety.
5. Integrated modular design, convenient installation and maintenance
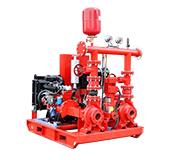
The product adopts modularized design, and the motor, pump body, control cabinet and piping system are pre-assembled on the same platform, which greatly reduces the on-site construction time and installation difficulty. Compact integrated structure not only saves installation space, but also facilitates daily maintenance and upgrading, reduces equipment downtime, and improves user experience and system operation efficiency.
6. Dual power backup to ensure uninterrupted water supply
The fire pump set supports electric and diesel dual drive, in the case of power shortage or power failure, the diesel engine can automatically start as a backup power. The dual-power system ensures continuous water supply in any emergency situation, and even in a harsh environment, the equipment can respond quickly to ensure the smooth progress of fire-fighting operations, enhancing the redundancy and reliability of the system.
7. Ultra-low noise and vibration design, creating a favorable environment
During the design process, we use advanced noise reduction technology and dynamic balancing control to ensure that the noise and vibration of the pump set is minimized during operation. This not only meets the needs of noise-sensitive areas (such as hospitals, office buildings, residential areas, etc.), but also reduces the internal wear and tear of the equipment, improves the overall stability and extends the service life, creating a more harmonious working environment.
8. High-precision automatic pressure regulation to ensure system stability
The advanced automatic pressure regulation system can continuously monitor and adjust the water pressure to ensure that the system always stays within the set pressure range. Regardless of fluctuations in the pressure of the external water source, the system can automatically compensate for them, realizing accurate constant pressure water supply. This technology is particularly important for high-rise buildings and large factories, helping to ensure that the fire fighting network to obtain sufficient and stable water pressure, effectively improve the efficiency of fire fighting.
9. Strong compatibility, adapt to a variety of fire system configuration
The product design is flexible and can be seamlessly connected with automatic sprinkler system, foam fire extinguishing system and other fire fighting equipment to form an integrated fire fighting solution. Whether it is a new project or an upgrade of the old system, the product can be customized according to customer demand, to meet the specific application requirements of different scenarios, to ensure that the system operates efficiently and synergistically.
10. Internationally certified quality, widely recognized by the market
The products are manufactured in strict accordance with international standards such as NFPA20, ISO9001, GB27898, and have passed a number of certifications such as CCC, UL, and FM. A number of international certifications not only prove the safety and stability of the products, but also provide strong technical protection for customers to participate in engineering construction and bidding in the global arena, is the first choice of trustworthy fire protection equipment.
With advanced green energy-saving technology, intelligent control, modular design and dual power backup, this high-performance electric fire pump set is the ideal choice for meeting the fire protection needs of modern buildings and industrial projects. Its excellent water supply performance, high reliability and low maintenance cost not only enhance the overall efficiency of the fire protection system, but also bring customers long-term stable security. Choosing this product is choosing a green, intelligent and efficient fire protection solution for the future.
