



1.Automatic Start Protection – Quick Response in Emergencies
The automatic start function enables the pump to detect fire signals and activate within seconds, ensuring an immediate water supply and improving fire suppression efficiency.
2.Overpressure Protection – Preventing Pipeline Damage
The pump features intelligent pressure regulation. When water pressure exceeds a set threshold, overpressure protection prevents damage to pipelines and equipment, maintaining system stability.
3.Overload Protection – Safeguarding the Core Components
The motor and diesel engine are equipped with overload protection, which stops or slows the system when excessive load is detected, preventing burnout and extending equipment life.
4.Low-Pressure Protection – Avoiding Dry Running
If the water supply drops or pressure becomes too low, the low-pressure protection function activates an alarm and takes preventive actions to avoid dry running, which can cause overheating and seal damage.
5.Emergency Shutdown – Reducing Damage Risks
The pump is equipped with an emergency shutdown button, allowing operators to immediately stop the system in case of critical malfunction or uncontrolled risks, reducing potential damage.
6.High-Temperature Protection – Preventing Diesel Engine Overheating
A temperature monitoring device slows down or shuts off the pump when excessive heat is detected, protecting the diesel engine from overheating and ensuring safe operation.
7.Fuel Monitoring and Alarm – Ensuring Continuous Operation
The fuel system provides real-time fuel level monitoring. When fuel runs low, the system alerts operators to refill, preventing the engine from shutting down during extended operation.
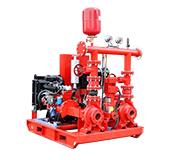
8.Dual Power Switching – Uninterrupted Operation During Power Outages
The pump supports dual power modes (mains and diesel), automatically switching to diesel power during outages to maintain continuous firefighting capability.
9.Intelligent Control Panel – Real-Time Monitoring
The advanced control panel tracks key data like pressure, current, and temperature, and provides alerts in case of malfunctions, simplifying maintenance and reducing downtime.
10.Enhanced IP Protection – Withstanding Harsh Environments
With a high-grade waterproof and dustproof design, the pump operates effectively in both indoor and outdoor environments, minimizing external damage and reducing maintenance costs.
With its robust multi-level protection system, this diesel fire pump set offers enhanced safety, reliability, and efficiency for fire protection applications. Its innovative features reduce malfunction risks, improve operational stability, and lower maintenance expenses, making it an indispensable solution for buildings and industrial facilities seeking top-tier fire safety.
