



In critical moments, stable water flow and efficient operation are the core performance indicators of a fire pump system. A high-quality fire pump system can not only respond quickly in case of a fire but also ensure energy efficiency, reliability, and durability during daily operations. This article will provide an in-depth analysis of the product’s advantages from ten key perspectives.
1. High-Efficiency Water Output
This fire pump adopts a high-performance impeller design to enhance water output efficiency, ensuring sufficient water supply during fire emergencies. This efficient water output reduces fire extinguishing time, thereby improving overall fire safety.
2. Intelligent Control System
The integrated control panel allows users to monitor water pressure, water flow, and motor operation status in real time. It also supports remote operation, providing precise feedback and significantly enhancing system reliability and user convenience.
3. Stable Water Pressure Support
The product is equipped with a pressure maintenance device that stabilizes water pressure when the fire system is activated, preventing fluctuations that could impact firefighting efficiency. This feature is particularly useful in long-duration firefighting scenarios.
4. Energy-Saving Design
The system features an energy-efficient motor and optimized hydraulic channel design, reducing energy consumption while improving operational efficiency. Compared to traditional fire pumps, this system can cut energy consumption by over 30%.
5. Multiple Protection Mechanisms
To enhance operational safety, the fire pump system includes multiple protection mechanisms, such as overload protection, under-voltage protection, and automatic shutdown. These features effectively minimize the risk of mechanical failures and electrical damage.
6. Corrosion-Resistant Materials
The pump body is made of high-quality corrosion-resistant materials, which can withstand chemicals, moisture, and other harsh environmental factors, thereby extending its service life. This makes the equipment perform excellently in various industrial environments.
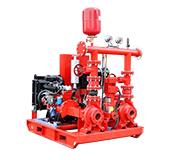
7. Adaptability to Multiple Power Sources
This fire pump supports multiple power inputs, including electric and diesel power, making it adaptable to different scenarios. It is especially useful in areas or facilities with unstable power supply.
8. Compact Structure with Small Footprint
The fire pump system features a compact design that requires minimal space, making it easy to install in small machine rooms or limited spaces. This design also leaves sufficient room for system maintenance and upkeep.
9. Compliance with International Standards
The product is manufactured in strict accordance with international fire standards such as NFPA 20, ensuring global compatibility and high quality. This standardized production improves the product’s reliability and safety.
10. Easy Maintenance
The fire pump system adopts a modular design, making components easy to disassemble and replace, thereby reducing maintenance costs. Additionally, a detailed operation manual and online technical support services further simplify routine maintenance.
This fire pump system, with its stable and efficient water output, intelligent control, energy-saving design, and compliance with international standards, provides a comprehensive fire safety solution for users. Whether installed in high-rise buildings, industrial plants, or areas with unstable power, this equipment delivers robust protection for fire safety.
