



1. High-efficiency and energy-saving design
Modern fire pump system adopts advanced frequency conversion control technology, automatically adjusts the pump speed according to the actual demand when fire occurs, avoiding the full-load operation of the traditional system and significantly reducing energy consumption.
2. Intelligent monitoring and remote management
Equipped with intelligent control system, it can monitor the operating status, pressure, flow and other parameters of the pumping unit in real time, and carry out management and troubleshooting through remote platform to improve the reliability and response speed of the system.
3. Modularized design, easy maintenance
Adopting modular design concept, the pump body, drive device, control system and other independent modularization, easy to site installation and later maintenance, shorten the system downtime.
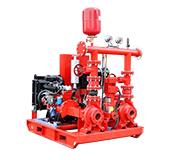
4.Dual power protection
The system supports electric and diesel dual drive mode, when the power supply is interrupted, the diesel engine can be automatically started to ensure that the fire pump continues to run, to protect the smooth progress of fire-fighting operations.
5. High reliability and durability
Selection of high-quality materials and precision processing technology, to ensure that the pump set in high temperature, high humidity, corrosive environments can still run stably, to extend the service life of the equipment and reduce the failure rate.
6.Compliance with international standard certification
The products are designed and manufactured in strict accordance with NFPA20, ISO9001 and other international standards, and have obtained many certifications such as UL, FM, etc., which are in line with the global fire safety requirements and applicable to the international market.
7. Adapt to a variety of application scenarios
Whether it is high-rise buildings, industrial parks, or petrochemical, data centers and other special places, can be customized according to specific needs and provide professional fire protection solutions.
8. Low noise and environmental protection design
Low-noise design and environmentally friendly materials are adopted to reduce the impact on the surrounding environment, in line with the requirements of green building and sustainable development, and enhance the image of corporate social responsibility.
9. Real-time data analysis and early warning function
The system is equipped with data acquisition and analysis functions, which can monitor the operating status of the pumping unit in real time, warn of potential failures in advance, and avoid fire-fighting failures caused by equipment failure.
10.Comprehensive after-sales service system
Provide 24-hour technical support, regular inspection, remote diagnosis and other services to ensure the long-term stable operation of the system, enhance customer satisfaction and trust.
Choosing an efficient fire pump system not only improves the fire-fighting efficiency and protects the safety of personnel, but also reduces energy consumption and maintenance costs and enhances the corporate image. By comprehensively considering the energy efficiency, intelligence, reliability and adaptability of the system, enterprises can build an efficient and sustainable fire safety protection system.
