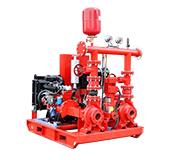




1. Dual-power backup design ensures reliable emergency water supply.
The fire pump adopts the dual-power drive design of diesel and electric, fully utilizing the advantage of independent energy supply of diesel engine in case of power failure or unstable power supply, and at the same time providing stable startup and continuous operation guarantee through the electric motor. The dual power mode ensures that the equipment can respond quickly and switch smoothly in all kinds of fire emergencies, which greatly reduces the risk of system failure due to power supply problems and provides a solid backing for emergency water supply.
2. High efficiency output to meet the requirements of high flow rate and high head.
The product design is based on advanced fluid dynamics principles, and adopts multi-stage impellers to enhance water pressure, which ensures that even in high-rise buildings or long-distance water transmission, it can also maintain a stable and high flow output. The precise design not only guarantees sufficient water pressure, but also minimizes energy loss, which really realizes the organic combination of high efficiency energy saving and strong fire extinguishing.
3. Intelligent control system, realizing automatic adjustment and remote monitoring.
Equipped with the latest PLC intelligent control system, the fire pump can monitor key operating parameters such as water pressure, flow and temperature in real time, and supports remote operation and automatic start/stop function. When the system detects anomalies, it will automatically alarm and take protective measures to keep the equipment in the best working condition at all times, thus improving the safety and reliability of the overall fire protection system.
4. Modularized design, easy installation and efficient maintenance
The fire pump adopts modular design, integrating the pump body, motor, pipeline and control cabinet into one unit, realizing factory pre-installation and quick on-site wiring. This design not only greatly shortens the installation cycle, but also facilitates routine maintenance and upgrading, reduces operation and maintenance costs, and is an important guarantee to meet the needs of rapid deployment.
5. High-strength materials and anti-corrosion design to extend service life
The main components are made of high-quality cast iron, stainless steel and other high-strength corrosion-resistant materials, coupled with a special anti-corrosion coating treatment, which enables the fire pump to operate stably for a long period of time even under the environment of humidity, heat, salt spray or chemical media. The durable design reduces the failure rate and the maintenance frequency, bringing long-term economic benefits and high-quality experience to users.
6. Low noise, low vibration operation, optimized working environment
Adopting advanced noise reduction technology and optimized dynamic balance design, this product has almost no obvious noise and vibration during operation, which not only ensures efficient working performance, but also satisfies places with higher requirements for environmental noise, such as commercial offices or hospitals, etc., and enhances the overall user experience and system stability.
7. Continuous and stable water supply capacity to ensure efficient fire extinguishing
Through efficient pump body design and optimized flow path, this fire pump can maintain high water pressure and large flow rate during long-time continuous operation, without being affected by ambient temperature fluctuations. Whether facing multi-point water supply demand or long-distance transportation, this equipment can play a stable role in providing continuous and reliable water support for fire-fighting systems.
8. Strict quality testing to ensure the stability and reliability of the factory equipment
Each unit undergoes strict hydrostatic, flow, electrical and durability tests before leaving the factory to ensure that all key parameters meet international standards. Strict quality control process not only reduces the equipment failure rate, but also provides customers with reliable technical guarantee, so that the product can be realized in various application scenarios “ready to use”.
9. Adapt to the needs of multiple scenarios, flexible and customizable
According to the needs of customers in different projects, the product supports the customization of flow rate, head, motor power, installation mode and other parameters. Whether it is a high-rise commercial building, industrial park, or emergency installation in remote areas, this fire pump can flexibly adjust the configuration to achieve the best match, in order to meet the demand for fire water supply under various complex working conditions.
10. Global certification and complete after-sales service, quality assurance
This product complies with NFPA20, ISO9001, GB27898 and other international and domestic standards, and has passed CCC, UL, FM certification. The company also provides a full range of pre-sales consulting, on-site guidance, remote diagnosis and regular maintenance services, to ensure that customers use worry-free, the whole process of obtaining professional technical support, to achieve maximum utilization of equipment performance.
With its high performance output, intelligent control, modular design and reliable manufacturing process, this dual-powered fire pump has become an indispensable core equipment for firefighting and water supply in industrial, commercial and municipal projects. In emergency situations, it can maintain continuous and stable operation even when the power is interrupted, which greatly improves the efficiency of fire emergency response. Choosing this fire pump system will provide a solid guarantee for your fire safety and help build an efficient and safe modern fire network.
