



1.High-Quality Materials
Our fire pump is made from high-quality cast iron and stainless steel, ensuring corrosion resistance and stable performance in various environments. These durable materials extend the lifespan of the equipment while preventing pipe blockages and pump body damage.
2.Precision Manufacturing
With state-of-the-art CNC machining technology, we ensure high precision in every component, reducing assembly errors that could lead to equipment failure. High-precision parts minimize friction and wear, making operation smoother and more reliable.
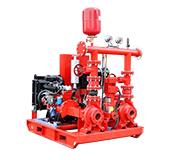
3.Efficient Power System
Our pump is powered by a high-performance electric motor or diesel engine, providing stable power output under various conditions. The dual-power system allows automatic switching, ensuring continuous operation even during power outages and reducing failure risks.
4.Intelligent Control System
Equipped with an advanced monitoring system, our pump detects key parameters such as pressure, flow, and temperature in real-time, offering fault alarms. If an anomaly is detected, the system automatically alerts the operator and takes necessary actions to prevent human error.
5.Automatic Start and Stop
Our fire pump features an automatic start-stop function, activating when water pressure drops and shutting off once the job is complete. This reduces unnecessary energy consumption while preventing mechanical damage from prolonged idling.
6.Multi-Layer Sealing Technology
Advanced multi-layer sealing technology prevents water and oil leakage, enhancing the pump’s sealing performance. This significantly reduces maintenance frequency and prevents sudden failures caused by aging seals, improving system stability.
7.Wear-Resistant Impeller
The impeller is made of high-strength alloy material, resistant to wear and impact, making it suitable for high-flow and high-pressure environments. Even after prolonged use, it maintains a strong water output, ensuring continuous fire protection.
8.Low Noise and Vibration Design
Advanced vibration reduction technology and low-noise motors ensure that the fire pump operates stably and quietly. Reduced vibration minimizes mechanical wear and environmental impact, further enhancing reliability.
9.Rigorous Quality Testing
Every fire pump undergoes rigorous quality testing, including pressure tests, durability tests, and waterproofing tests before leaving the factory. This ensures the highest standards of quality and reliability, reducing failure rates in real-world applications.
10.Adaptability to Harsh Environments
Designed for industrial, commercial, and municipal applications, our fire pump performs reliably even in extreme conditions such as high temperatures, freezing environments, and high humidity. Whether installed in underground parking lots, industrial facilities, or outdoor fire protection systems, our pump delivers dependable performance.
Selecting a high-quality fire pump not only reduces failure rates but also ensures the stability and reliability of the entire fire protection system. With high-quality materials, intelligent control, powerful performance, and strict quality testing, our fire pumps are the top choice for fire protection systems. Whether for industrial, commercial, or municipal applications, we provide trusted fire pump solutions to help create safer environments.
